

Цель работы: спроектировать литниково-питающую систему для отливки «Фильтр», определить параметры пресс-формы для ее производства.

Описание детали
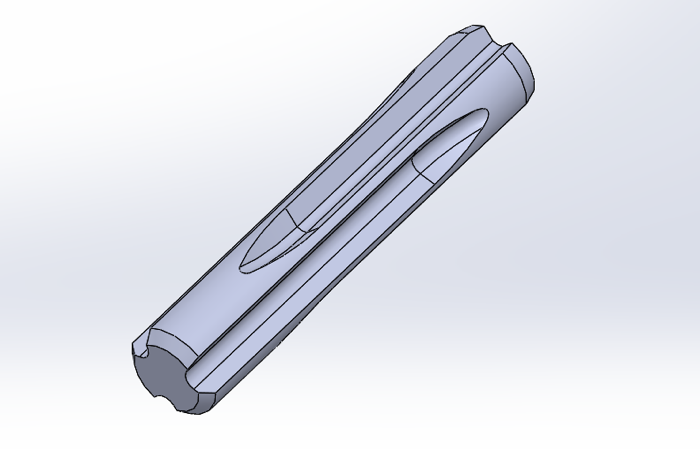
Деталь «Фильтр» предназначена для фильтрации. На детали предусмотрены 6 пазов, расположенных по окружности в шахматном порядке, необходимом для переменной работы фильтра.
Пазы, расположенные на торцевых сторонах детали, предусмотрены для закрепления фильтра в фильтрующем устройстве. При проектировании отливки эти пазы не учитывают и закладывают в последующую механическую обработку.
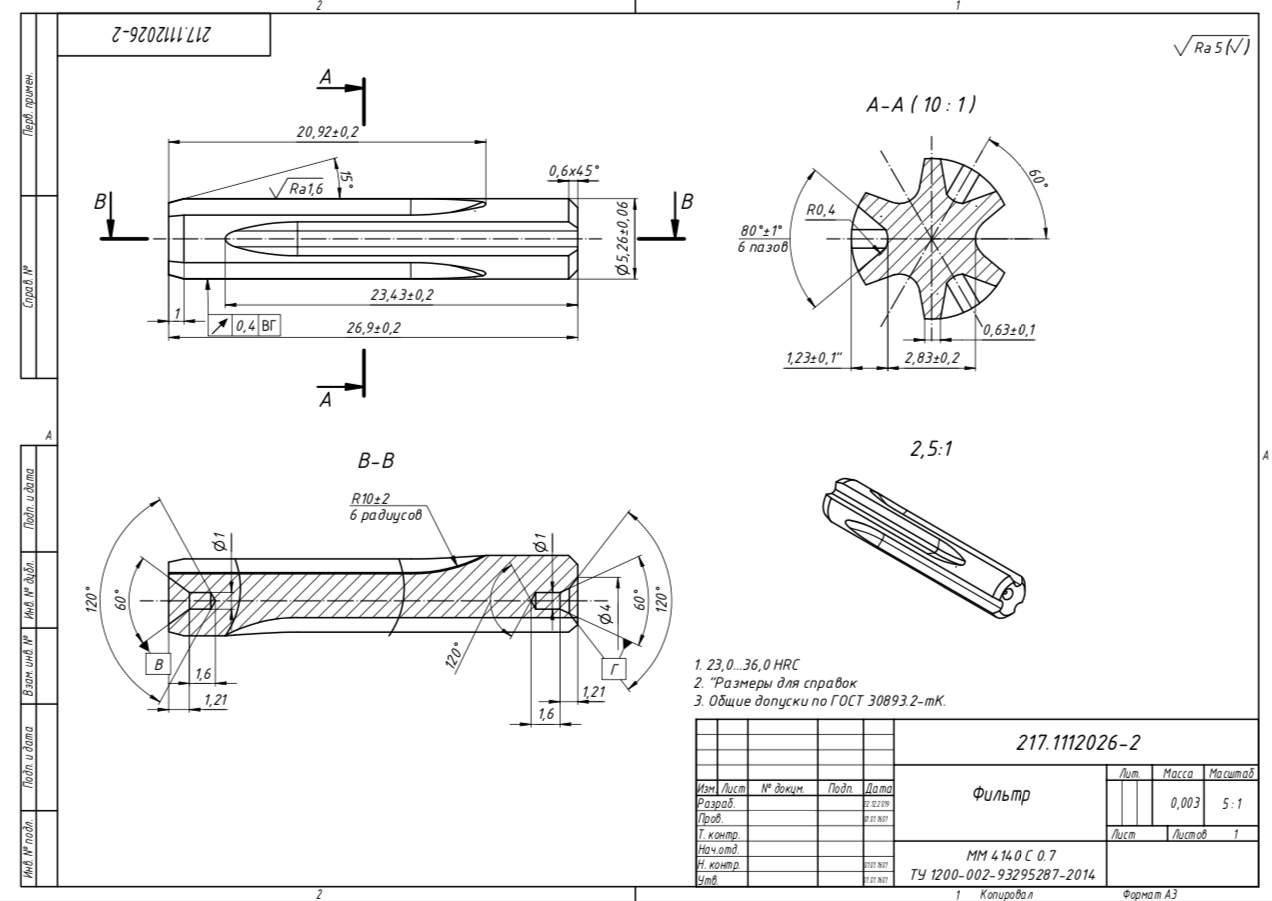
Ниже приведен чертеж детали «Фильтр» с обозначением всех размеров и допусков. Общие допуски принимаем по ГОСТ 30893.2-mK. Шероховатость внешней поверхности назначаем Ra 1.6, что обеспечивает уменьшение трения при работе фильтра. В качестве материала отливки используется ABS пластик.

Литниково-питающая система
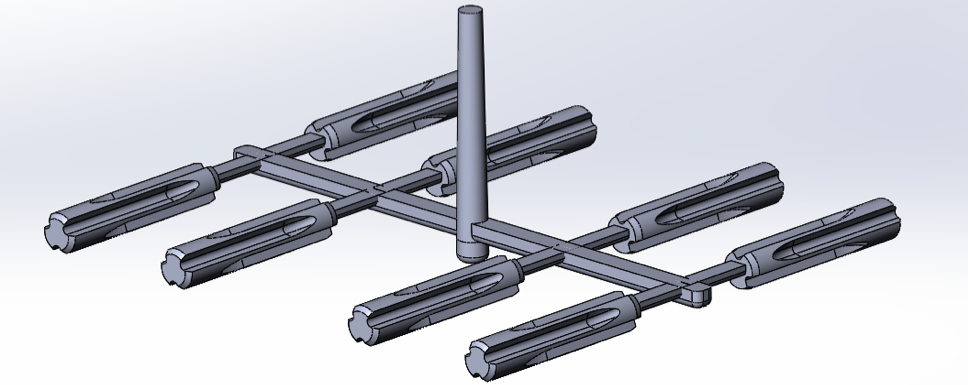
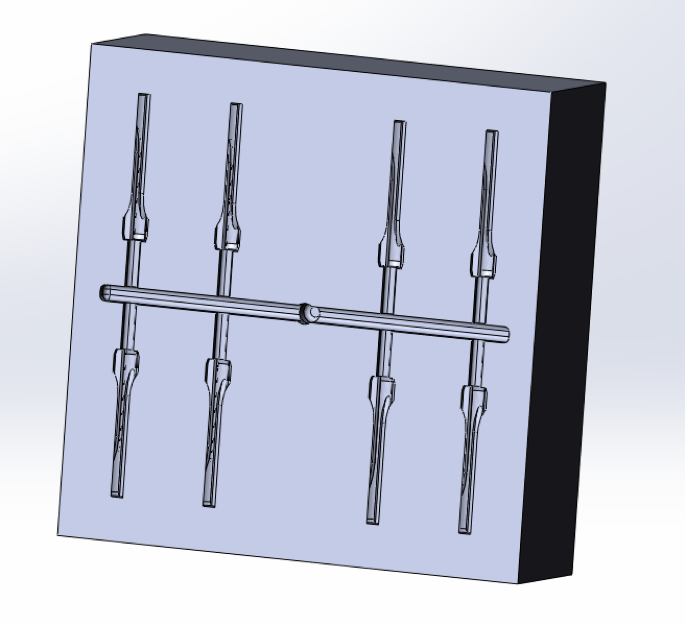
Для производства отливки «Фильтр» спроектирована литниково-питающая система. На рисунке представлена 3D-модель литниково-питающей системы, включающей в себя стояк Ø3 мм, расширяющийся до Ø4 мм, шлакоуловитель высотой 2,5 мм и шириной 3 мм, питатели высотой 1,5 мм и шириной 2,5 мм и отливки в количестве 8 штук.

Проектирование пресс-формы
Следующим шагом мы определяем параметры и производим построение пресс-формы согласно, спроектированной ранее, литниково-питающей системе.
Предъявим следующие требования к материалу формообразующих деталей пресс-форм с точки зрения коррозионной и адгезионной активности полимерного материала, а также его абразивных свойств: твердость формообразующих не менее 23 HRC, повышенная износостойкость. Технические требования, по которым ОТК принимаются готовые детали: ТУ 1200-002-93295287-2014.
Физико-механические свойства АБС-пластика:
– Плотность: 1,02-1,08 г/см3.
– Прочность при растяжении: 35-50 МПа.
– Прочность при изгибе: 50-87 МПа.
– Прочность при сжатии: 46-80 МПа.
– Относительное удлинение: 10-25 %.
– Усадка (при изготовлении изделий): 0,4-0,7 %.
– Влагопоглощение: 0,2-0,4 %.
– Ударная вязкость по Шарли (с надрезом): 10-30 кДж/м2.
– Твердость по Бринеллю: 90-150 МПа.
– Теплостойкость по Мартенсу: 86-96 °С.
– Температура размягчения: 90-105 °С.
– Диапазон технологических температур: 200-260 °С.
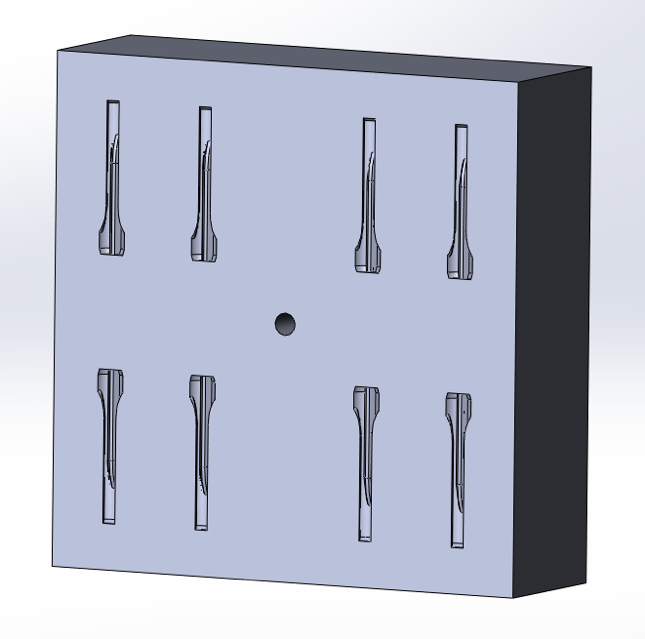
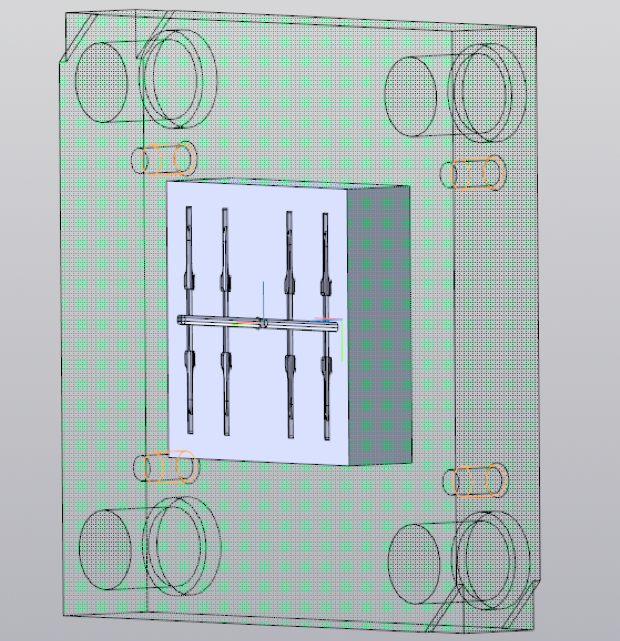
На следующих изображениях представлены формообразующие вставки для подвижной и неподвижной плиты соответственно.


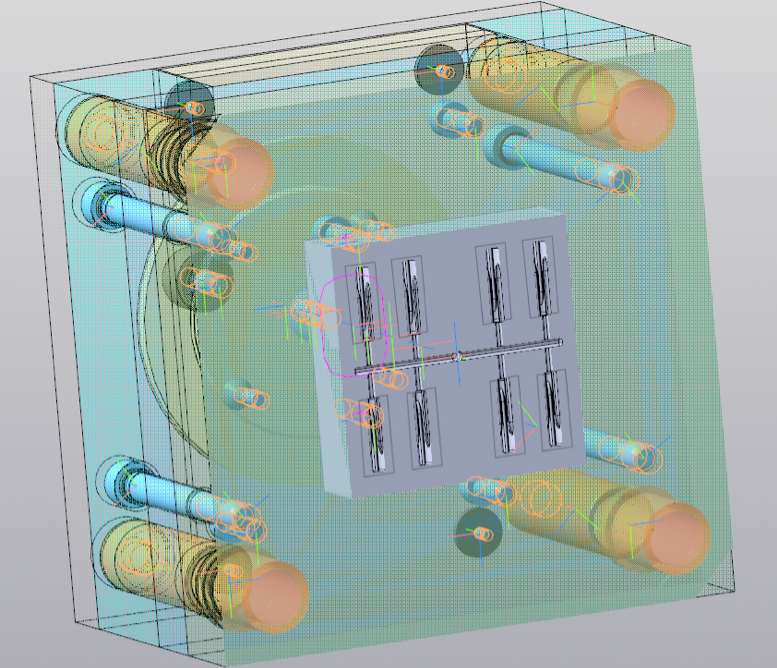
Для извлечения отливки из полости пресс-формы применяются толкатели. На рисунке 6 отмечено красными точками – области действия толкателей. Также, в пресс-форме предусмотрены металлические вставки и стержни, с применением клинового механизма, для обеспечения формообразования поднутрений отливки.


Далее приведены изображения подвижной и неподвижной плит с вставленными формообразующими вставками. Высота каждой вставки 27 мм, длина и ширина 90 мм.



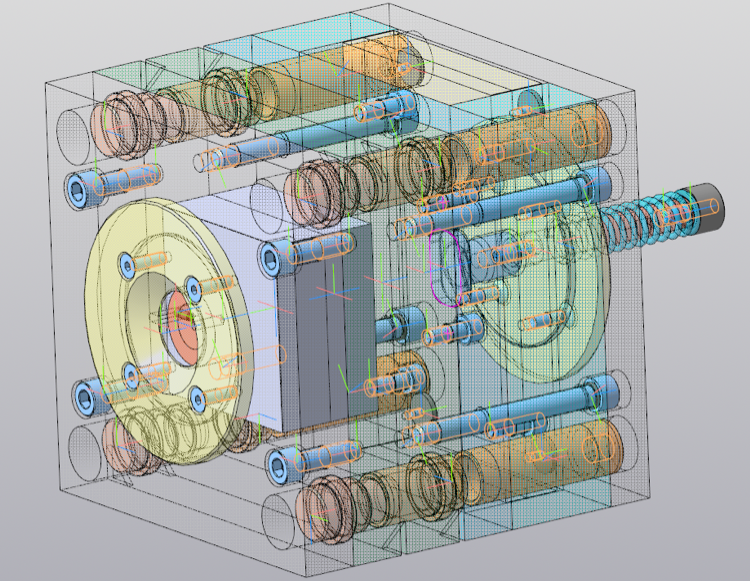
Приведем изображение пресс-формы в сборе с установленными подвижной и неподвижной плитами.


Назначение параметров производства:
– Назначим температуру формования – 180 ºС.
– Давление 1000-1700 кг/см2, выдержка под давлением 3 секунды.
– Цикл формования 35-60 с.
– Температура охлаждающей жидкости 40-60 ºС.
– Режим работы пресс-формы – автоматический.
– Расчетный ресурс пресс-формы – 200 тыс. запрессовок.