Нашей задачей является рассмотреть процесс ЛПД в системе моделирования ProCAST и установить параметры заливки расплава.
Для исследования литья под давлением была построена деталь, в среде SolidWorks, представляющая собой пластину высотой 8 мм с литниковой системой. Также построим пресс-форму для детали и воспользуемся инструментом «Разделить» и разделим отливку и форму, с сохранением модели отливки. Для улучшения качества отливки применяются три промывника, расположенные по краям пресс-формы.
В качестве анализируемых данных рассмотрим скорость заполнения пресс-формы расплавом с начальной скоростью заливки 20 м/сек. Также оценим время, за которое жидкий металл распределяется по площади отливки на начальном этапе заполнения.
Для удобства и упрощения моделирования отсечем литниковую систему, чтобы в дальнейшем на месте ее подвода к детали назначить требуемую скорость заливки.
Сохраним деталь в формате IGS и откроем в среде ProCAST. Проверив геометрию на ошибки, строим геометрическую 2D сетку, пользуясь правилом – не менее 2 элементов на толщину стенки отливки.
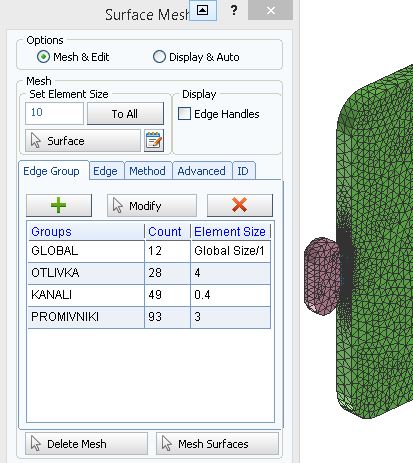
Исходя из этого получаем следующие значения размеров сетки для элементов моделируемой детали:
– для пресс-формы 12 мм;
– для тела отливки 4 мм;
– для соединительных каналов 0,4 мм;
– для промывников 3 мм.
В качестве граничных условий назначаем охлаждение на воздухе, место подвода, температуру и скорость расплава.
По назначенным параметрам запускаем расчет моделирования и получаем следующие результаты:
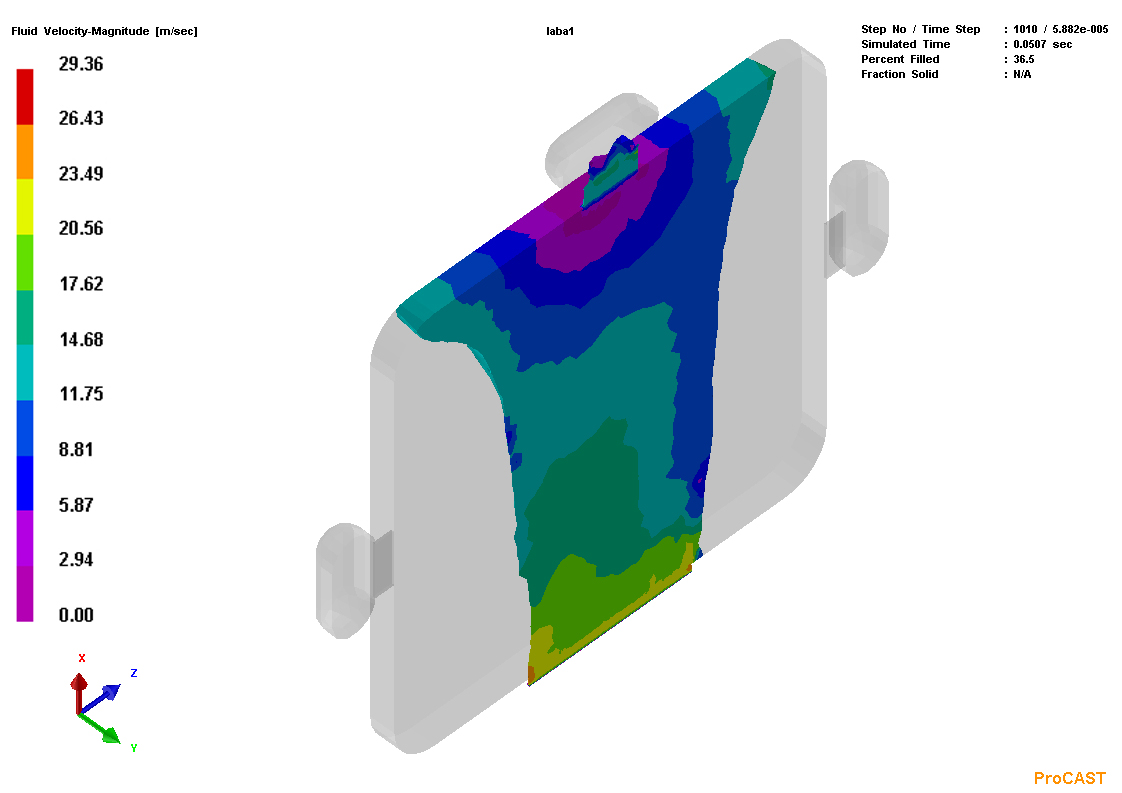
По данному процессу можно оценить движение и скорость течения расплава в теле отливки. Можно наблюдать, что расплав поступает в отливку со скоростью 20 м/сек и, дойдя до верхнего промывника, скорость падает до ~ 12 м/сек.
Также рассмотрим время заполнения отливки расплавом и движение металла в пресс-форме.
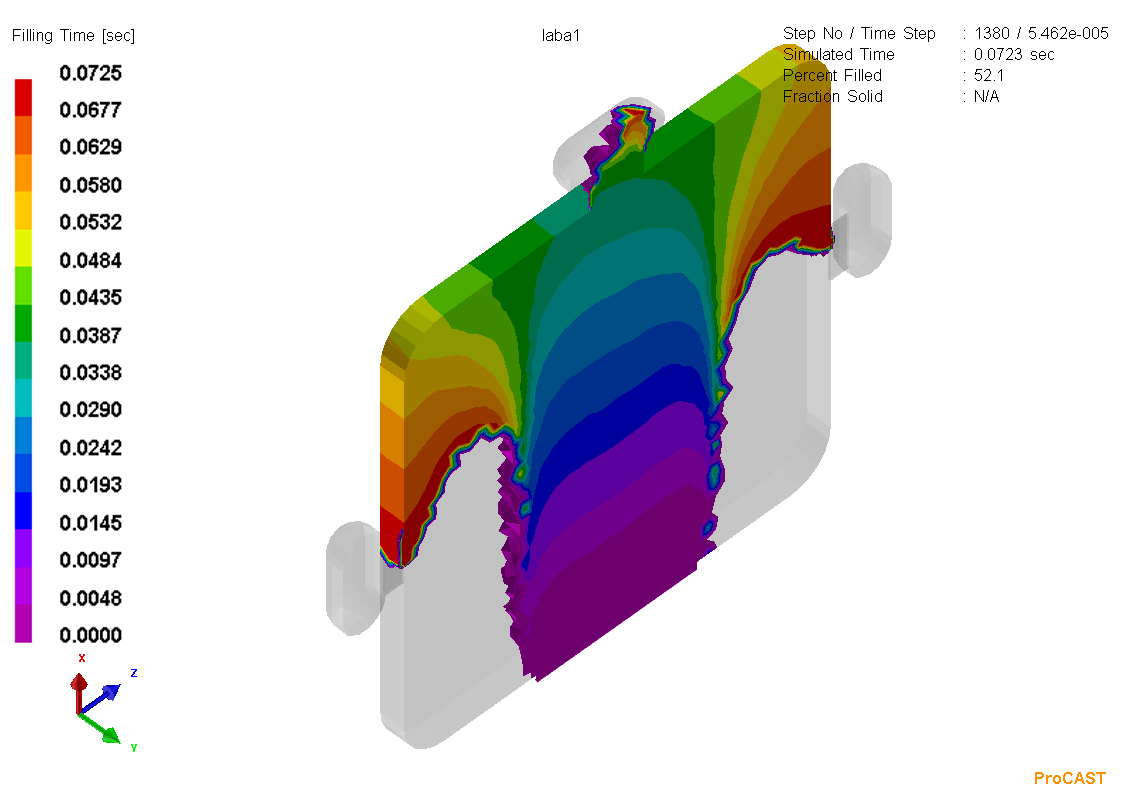
Как видно, заполнение пресс-формы происходит за доли секунды, а движение расплава разбивается на две части и идет по Т-образной траектории. Соответственно, можно предположить место образования газовой пористости из-за возникновения воздушных карманов в зоне заворота потока металла.
