Задача:
Реклама
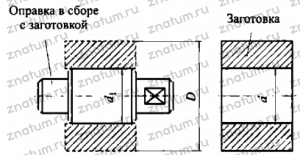
Заготовка диаметром d напресованна на оправку диаметром d1 и шлифуется в размер D. На какую величину следует сместить технологический допуск на шлифуемой поверхности D, чтобы компенсировать изменения данного наружного диаметра втулки после снятия с оправки?
Решение:
| Диаметр, мм | Вариант |
| а | |
| Втулки наружный D после обработки | 50,0-0,012 |
| Оправки d | 42,05 |
| Отверстия во втулке dзаг | 42,02 |
| Модули упругости детали и оправки считаем одинаковыми | |
В качестве материала детали возьмем Сталь 45.
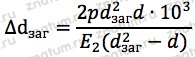
При напрессовке заготовки на оправку ее диаметр увеличивается на ∆dзаг
Контактное давление p на поверхности сопряжения заготовки с оправкой:
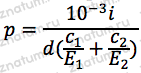
Натяг i = d − dзаг = 0,03
Модуль упругости E1 = E2 = 2 ∙ 105 МПа
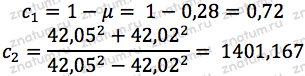
Коэффициенты жесткости оправки:
![]()
Коэффициент Пуансона для стали: µ = 0,28

Ответ:
На 0,0439 мм следует сместить технологический допуск на шлифуемой поверхности D.
